Process
Machining
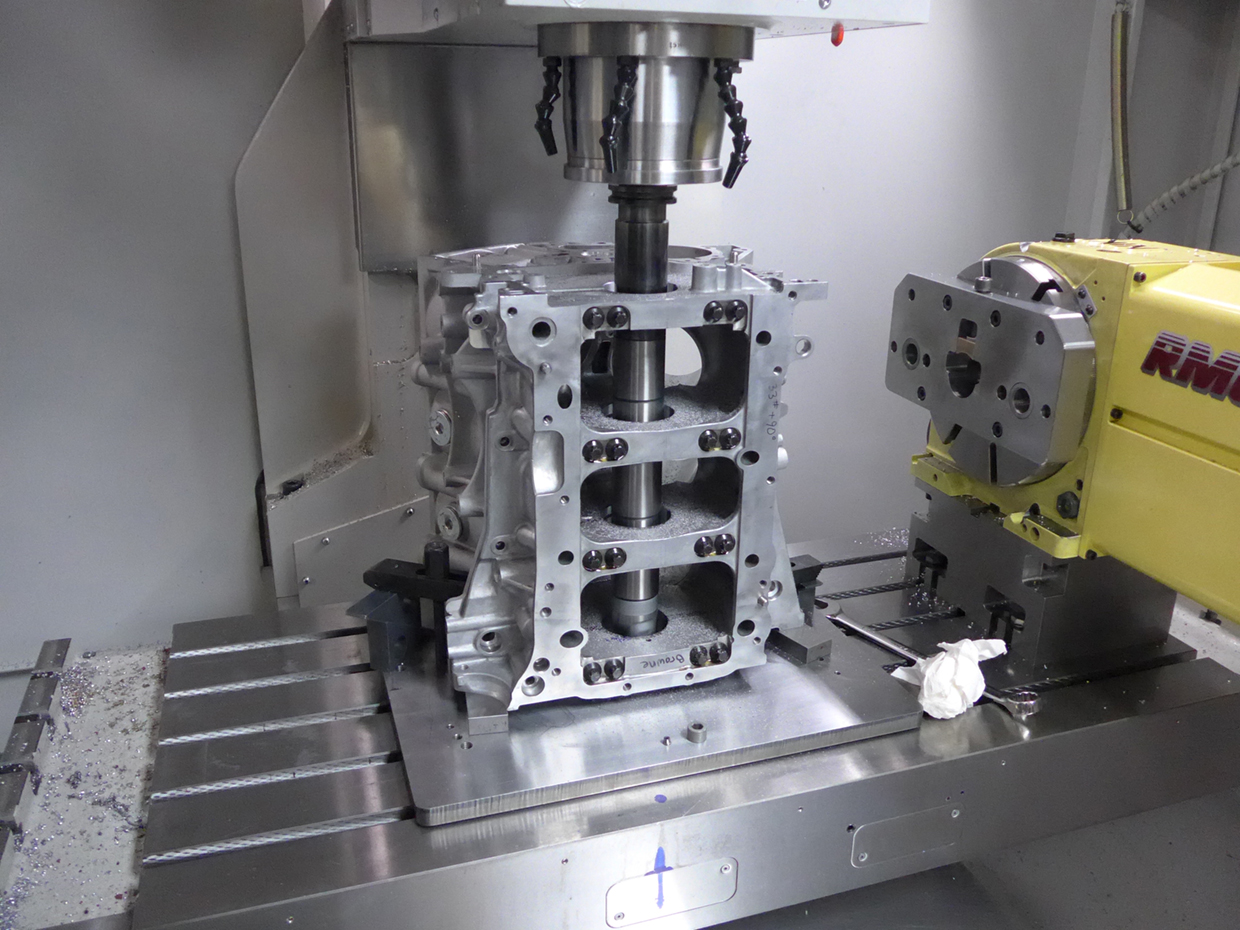
- CNC line boring of engine block’s main journals
- CNC decking of engine to match deck heights between banks
- CNC decking of engine for Ra<15 for optimal MLS gasket sealing surface
- Precision honing of connecting rod small end where needed
- Precision honing of connecting rod big end where needed
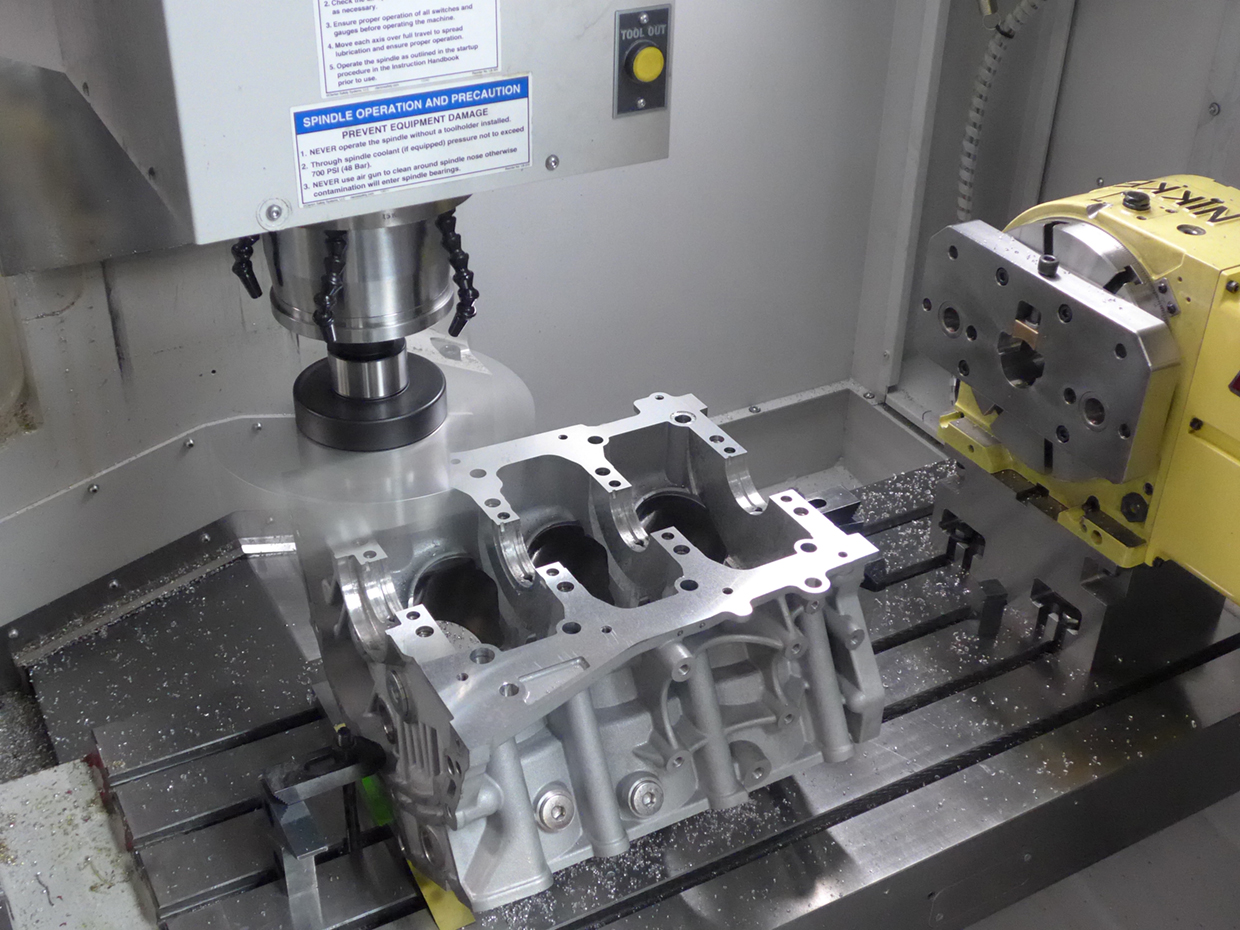
- Precision diamond plateau honing of all cylinders with DSPORT Torque Plate*
- Surface finish matching of all cylinders to ideal finish measured with profilometer
- Micropolishing of all crankshaft journal surfaces
- Deburring of ring end gaps following filing
- Deburring of piston crowns, valve reliefs and skirt edges
Balancing
- Match balance of all pistons and pins to within +/- 0.2grams
- Match balance of all connecting rod small ends to within +/- 0.2grams
- Match balance of all connecting rod big ends to within +/- 0.2grams
- Dynamic balance of crankshaft to less than 0.25grams
- Dynamic balance of flywheel to less than 0.25grams
- Measure of dynamic torque for rotation of rotating assembly
Assembly
- Installation of graded main bearings in block for ideal main oil clearances
- Installation of graded rod bearings in rods for ideal rod oil clearances
- Installation of crankshaft and angle torque of main studs in block
- Measurement of all rod and main pins on crankshaft
- Measurement of crankshaft end play and thrust adjustment where needed
- Measurement of piston pin-to-piston and piston pin-to-rod small end
- Rod side clearance measured and adjusted when Necessary
- Piston/rod assemblies installed with indexed ring end gaps
- All rod bolts torqued to bolt manufacturer’s stretch recommendation
Cleaning
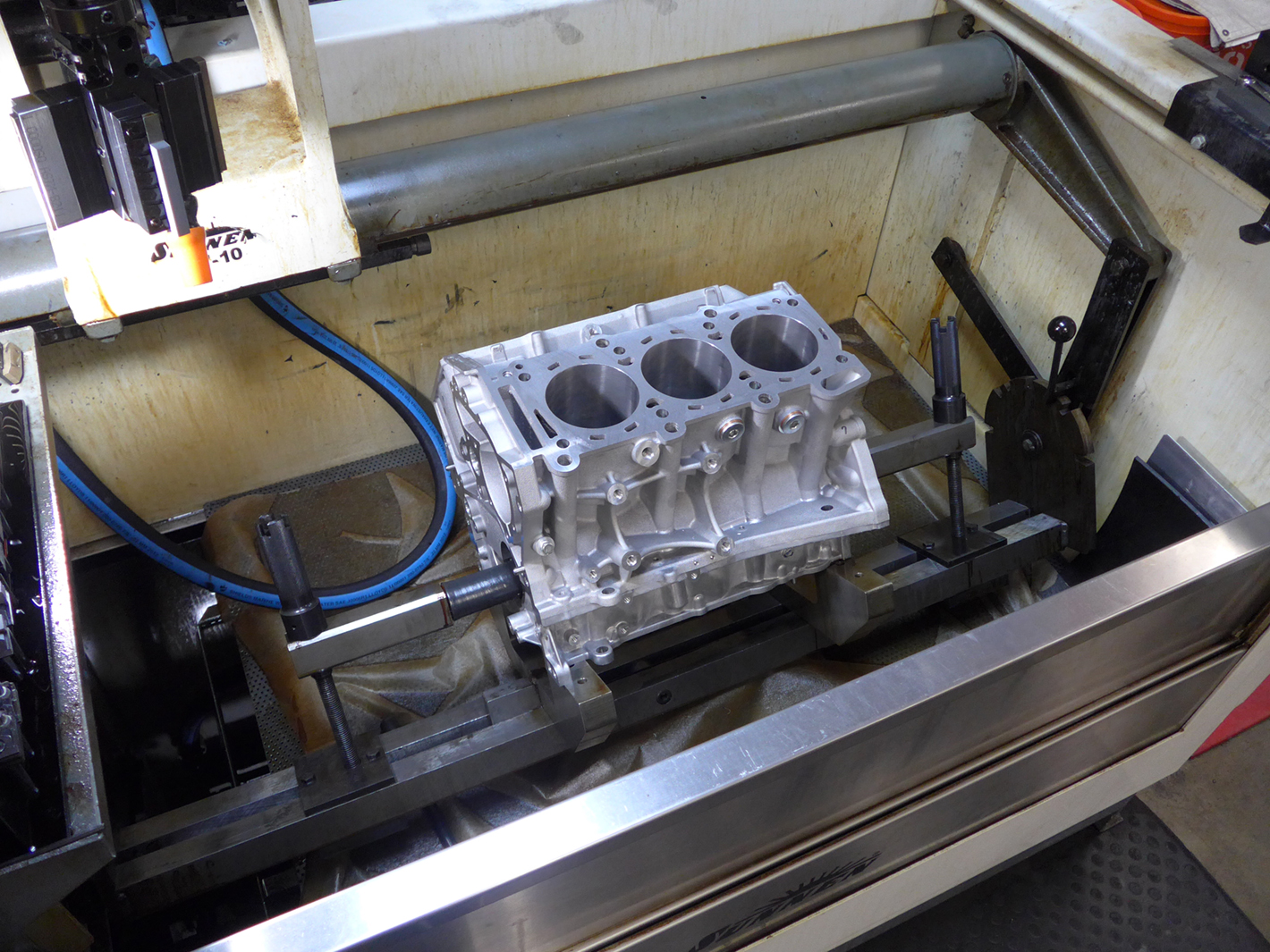
- Automated Ultrasonic and Jet Washing Operations
- Hand brush wash of all components at multiple stages
*This torque plate was engineered and developed to exactly match distortion of cylinders when cylinder heads are torqued into place with a factory head gasket and either factory head bolts or ARP CA625+ head studs.